Ihre Vorteile durch die Verwendung von Messern aus ESU-Materialien
„Der Grund für die Gründung von KnifeSol besteht darin, allen Anwendern von Messern auf der ganzen Welt ein wirklich innovatives Produkt anzubieten. Warum sind wir stolz darauf Ihnen das zu sagen? Weil die meisten unserer Kunden nicht wissen, ob sie ein Messer mit ESU-Material verwenden oder nicht. Ebenso oft ist es der Kunde meistens unbekannt, welche großen Vorteile ein ESU-Material gegenüber einem herkömmlichen (Standard-) Material hat“
KnifeSol ist hier, um diesen großen Unterschied zu beleuchten, der seit über vierzig Jahren im Schatten liegt. Warum machen wir das? Weil es unsere Mission ist, unseren Kunden nur das beste Produkt zu wettbewerbsfähigen Preisen anzubieten.
Es ist weltweit anerkannt, dass die ESU-Materialien bei jeder Verwendung dem Werkzeug eine viel längere Lebensdauer verleiht als die Verwendung eines Messers, das mit herkömmlichen Standard-Materialien erhalten wird. Bei den beim Metallschneiden verwendeten Messern können wir prozentual ohne Angst sagen, dass ein mit 1.2344 ESU-Material hergestelltes Messer mindestens 40% länger hält als ein herkömmlich hergestelltes 1.2344-Material (Standard). Ein bemerkenswerter Unterschied, wenn man bedenkt, wie viel Sie für einen Satz Messer ausgeben, der die Hälfte der Zeit im Vergleich zu einem Satz ESU-Messer hält.
Nachfolgend möchten wir Ihnen genau erklären, warum ein ESU-Messer besser ist. Denken Sie daran, dass wir der erste Messerlieferant der Welt sind, der dies veröffentlicht. Fragen Sie sich am Ende der Lesung, warum?
Nehmen wir zum Beispiel das Material Wst. Nr. 1.2344 (AISI H13), so wird es normalerweise mit folgenden chemischen Analysewerten verkauft:
|
C |
Si |
Mn |
Cr |
Mo |
V |
|
0.40 |
1 |
0.4 |
5.3 |
1.4 |
1 |
Wie üblich stellt Ihnen der Messerlieferant beim Kauf von Messern aus Wst Nr. 1.2344 / AISI H13 kein vollständiges Materialzertifikat zur Verfügung, aus dem auch der Schmelzvorgang hervorgeht. Sie müssen wissen, dass es daher fast sicher ist, dass Sie ein herkömmliches Material (nicht ESU) verwenden, das für uns als veraltet angesehen wird, da es alle Nachteile aufweist, die Sie beim weiter Lesen verstehen werden.
Bitte beachten Sie dies für das Wst-Material. Nr. 1.2344 / AISI H13 die vollständige chemische Analyse weist nur die folgenden zwei Varianten chemischer Zusammensetzungen auf:
1.2344 / H13 (hergestellt mit konventionellem Schmelzung)
|
C |
Si |
Mn |
P |
S |
Cr |
Mo |
V |
|
0.32-0.45 |
0.8-1.2 |
0.20-0.50 |
≤ |
≤ |
4.75-5.50 |
1.10-1.75 |
0.8-1.2 |
oder
1.2344-ESU / H13 ESU (hergestellt mit ESU Anlage)
|
C |
Si |
Mn |
P |
S |
Cr |
Mo |
V |
|
0.32-0.45 |
0.8-1.2 |
0.20-0.50 |
< |
< |
4.75-5.50 |
1.10-1.75 |
0.8- |
Die erste Frage ist, warum die meisten Lieferanten Ihnen nie etwas über die beiden Elemente S (Schwefel) und P (Phosphor) erzählen. Diese beiden Elemente sind immer in allen Werkzeugstählen vorhanden! Einige denken vielleicht, dass diese für ihren kleinen Wert irrelevant sind, also können wir sagen, dass jeder, der es denkt, wissen muss, dass diese voreilige Überlegung falsch ist und dass Sie höchstwahrscheinlich immer noch ein Messer verwenden, das nicht wirklich in dem besten Zustand ist, den Sie haben könnten. Dies wirkt sich auf die Erhöhung der Messerwartungskosten und die Verkürzung der Messerlebensdauer aus.
“Im Folgenden möchten wir Ihnen erklären, warum alle Elemente einer chemischen Analyse für die Dauer des Messers / der Klinge von grundlegender Bedeutung sind.”
Kohlenstoff – C
Für die meisten Werkzeugstähle ist es das wichtigste Element und dasjenige, das mehr als jedes andere den größten Einfluss auf die Eigenschaften von Werkzeugstahl hat. Mit zunehmendem Kohlenstoffgehalt nehmen Härtbarkeit und Verschleißfestigkeit zu, während Dehnung, Verformbarkeit und Verarbeitbarkeit abnehmen.
Silizium –Si
Es begünstigt die Trennung von Graphit und verengt den Bereich der γ-Phase und erhöht den mechanischen Widerstand.f
Mangan – Mn
Mangan ist ein Flussmittel. Es bindet Schwefel in Form von Mangansulfiden und verringert folglich den Einfluss von Eisensulfiden, wodurch die Gefahr der Zerbrechlichkeit verringert wird. Es erhöht sowohl die Streckgrenze als auch den Widerstand. Es bietet eine gute Kältebeständigkeit bei niedrigen Temperaturen.
Phosphorus – P
Es wird als schädlich für Werkzeugstahl angesehen, da es während der Verfestigung der Schmelze starke primäre Segregationen und die Möglichkeit von sekundären Segregationen im festen Zustand verursacht. Diese Segregationen können nur schwer stabilisiert werden. Da es schwierig ist, eine homogene Verteilung von Phosphor zu erhalten, ist es zwingend erforderlich, seinen Gehalt sehr niedrig zu halten. Bereits bei minimalen Werten nimmt die Fragilität zu. Die Versprödung durch den Phosphor nimmt mit zunehmendem Kohlenstoffgehalt, mit zunehmender Granulometrie und mit abnehmendem Verhältnis von Verformung beim Schmieden, Kältezerbrechlichkeit und Empfindlichkeit gegenüber Stoßspannungen (Neigung zum Sprödbruch) zu.
Schwefel – S
Unter allen Stahlelementen ist es dasjenige, das die größten Segregationen bestimmt, da Eisensulfide die Körner umgeben und ihre Bindung verringern, was einen interkristallinen Bruch während der Heißverformung begünstigt. Es reduziert den Widerstand.
Chrom – Cr
Chrom ist ein karbidbildendes Element. Seine Karbide erhöhen die Wartung der Schneide und die Verschleißfestigkeit. Chrom erhöht die Oxidationsbeständigkeit, da die Korrosionsbeständigkeit einen Mindestgehalt von etwa 13% erfordert, der in der Matrix solubilisiert werden muss. Es reduziert die Wärmeleitfähigkeit, die elektrische Leitfähigkeit und die Wärmeausdehnung. Chrom macht Stahl zum Öl- und Lufthärten geeignet.
Molybdän – Mo
Molybdän ist im Allgemeinen mit anderen Elementen verbunden. Molybdän verringert die Zerbrechlichkeit des Temperierens erheblich und fördert die Bildung von feine Korngröße. Molybdän erhöht die Streckgrenze und Festigkeit und ist ein leistungsstarker Hartmetalltrainer, der die Schneideigenschaften der Messer verbessert. Es ist Teil der Elemente, die die Korrosionsbeständigkeit erhöhen. Molybdän bildet mit Eisen und Kohlenstoff das gleiche Doppelcarbid wie Wolfram, hat jedoch die Hälfte des Atomgewichts von Wolfram. Folglich kann Molybdän anstelle von Wolfram auf der Basis von etwa einem Gewichtsteil Molybdän für zwei Teile Wolfram zugesetzt werden.
Vanadium – V
Vanadium macht das Primärkorn feiner und ist ein starker Karbidbildner mit konsequenter Erhöhung der Verschleißfestigkeit, Aufrechterhaltung der Schneide, Verringerung der Empfindlichkeit gegenüber Überhitzung. Aufgrund der Bildung von Karbiden verringert es die Zähigkeit des Materials.
Zusätzlich zu den oben beschriebenen Begriffen bringt ESU Material die folgenden Verbesserungen mit sich, die ein herkömmlich geschmolzenes Material niemals erreichen kann:
- ✓ hohe Reinheit
- ✓ hohe Homogenität
- ✓ hohe Isotropie
- ✓ hohe Zähigkeit auch interkristallin
- ✓ hohe mechanische Beständigkeit auch interkristallin
„KnifeSol hat daher beschlossen, seinen Kunden ausschließlich Messer anzubieten, mit Vormaterialen die aus ESU-Umschmelzprozess hergestellt werden“
Wie funktioniert eine ESU-Anlage und wie kann es Hochleistungsmaterialien bereitstellen?
In der ESU-Anlage (Elektro Schlacke Umschmelzen) werden Stähle für Spezialwerkzeuge hergestellt. Das für das Umschmelzen verwendete Ausgangsmaterial ist ein Stahlblock, der aus dem Standard Schmelzverfahren erhalten wird. Es wird als Verbraucherelektrode verwendet und hat bereits die chemische Zusammensetzung des gewünschten Materials. Zur Vereinfachung der Erläuterung des Raffinierungsprozesses siehe unten die Darstellung des ESU-Anlage.

Die zum Umschmelzen erforderliche Wärme wird durch den Durchgang von elektrischem Strom (AC) zwischen der Elektrode (negativ geladen) und der Starterplatte (positiv geladen) erzeugt, die sich am Boden der Kupferform befindet. Im Wesentlichen erzeugt die Annäherung der Elektrode in der Nähe der Starterplatte einen Kurzschluss, wodurch ein Lichtbogen erzeugt wird, der eine starke Wärme abgibt. Die vom Lichtbogen erzeugte Wärme erreicht im geschmolzenen flüssigen Schlackenbad hohe Temperaturen zwischen 1800 und 2000 ° C. Die darin eingetauchte Elektrode beginnt sich in Form von Tropfen aufzulösen, die durch das Schlackenbad reagieren, indem sie Verunreinigungen (Sauerstoff, Schwefel, Phosphor und andere unerwünschte Elemente) entfernen. Der flüssige Stahl beginnt den Boden der Anschlagplatte zu berühren und beginnt sich dank der abgekühlten Kupferform zu verfestigen. Die Elektrode schmilzt weiter und erzeugt das neue umgeschmolzene Blockmaterial.
Welche sind die wesentlichen Unterschiede des Materials nach dem Erstarren zwischen einem mit dem Standard Schmelzverfahren hergestellten Block und einem mit dem ESU-Verfahren umgeschmolzenen Block?
Bei herkömmlichen Schmelzverfahren führt die lange Erstarrungszeit des Barrens zu Segregationen, Einschlüssen, die nicht gleichmäßig verteilt sind, und schließlich zu einer gewissen Anomalie der Struktur an den Stellen, an denen flüssiger Stahl während der Erstarrung nicht mehr fließen kann.
Im ESU-Block wird jedoch immer nur eine geringe Menge Stahl im flüssigen Zustand erzeugt, so dass der Wärmefluss und die Kristallisation konstant auftreten.
Das Material wächst frei und nahezu parallel zur natürlichen Längsachse des Blocks. Der durch diesen Umform- / Raffinierungsprozess erhaltene Block ist sehr homogen und frei von inneren Defekten. Die Segregationen des Block (Makrosegregationen genannt) wird im Wesentlichen beseitigt und die internen Segregationen (Mikrosegregationen genannt) werden signifikant reduziert.
Vereinfachter Verarbeitungsablauf bei der Herstellung von Messern aus Material 1.2344 ESU / H13-ESU:
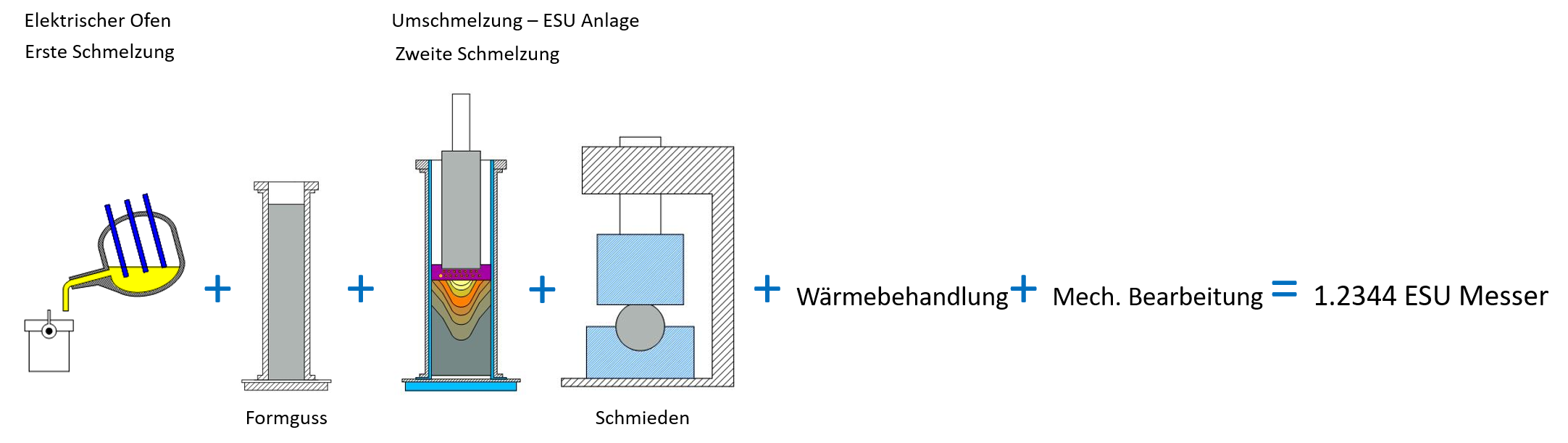
Vereinfachter Verarbeitungsablauf bei der Herstellung von Messern aus Material 1.2344 Std. / H13 Std.:

Stahlreinheit / Vergleich 1.2344 Standard resp. 1.2344-ESU:

Materialmikrostrukturen 1.2344 geglüht:


Mikrohomogenität von Materialien 1.2344:

Einfluss von Produktionsprozessen auf Verschleißfestigkeit und Zähigkeit:
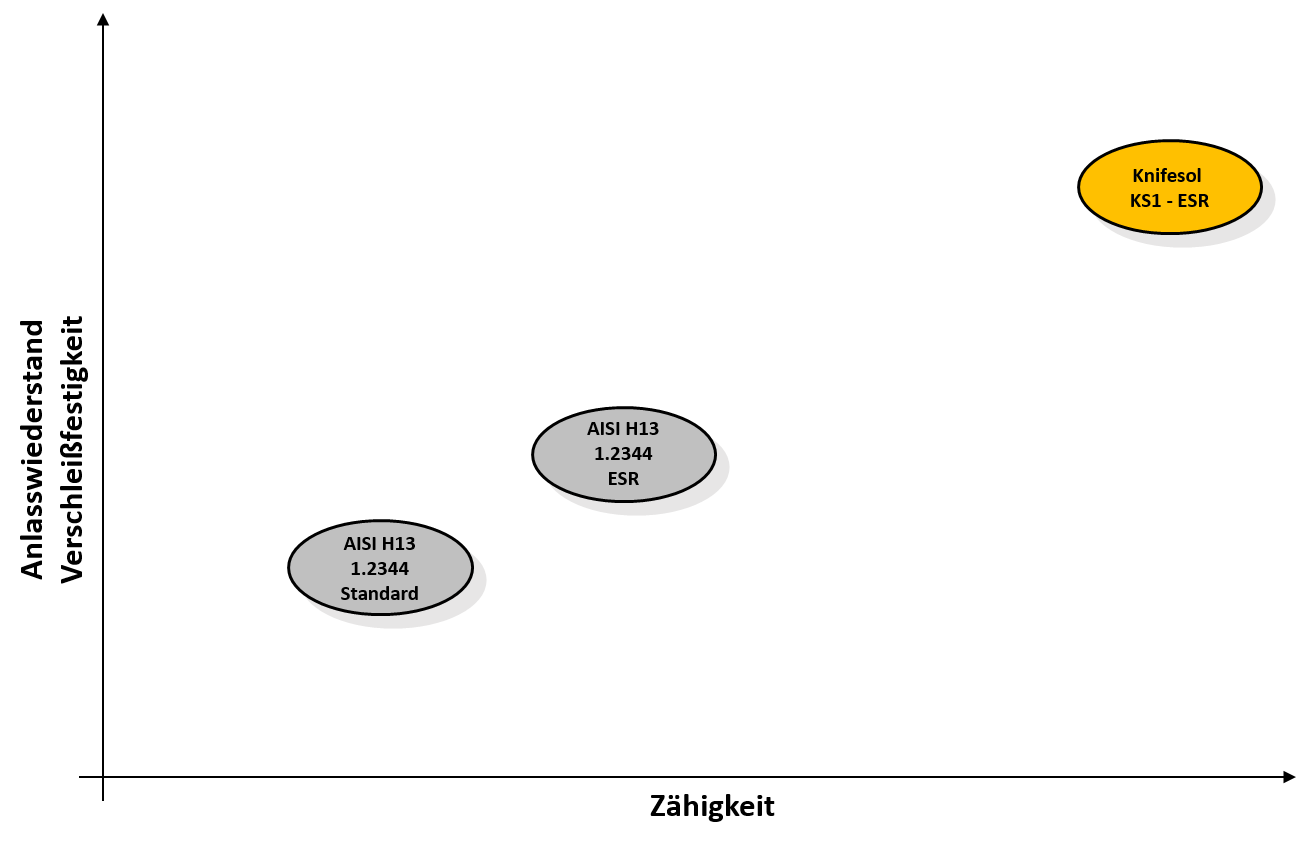
Aus diesem Grund wird das ESU-Umschmelzverfahren als bevorzugte Herstellungsmethode für Hochleistungswerkstoffe anerkannt, die hohen Beanspruchungen standhalten.
Letzte Frage für Sie:
“Wenn Sie all das wissen, würden Sie es immer noch vorziehen, ein herkömmliches Materialmesser oder ein ESU-Materialmesser zu verwenden?“