Beneficiile dvs. prin utilizarea cuțitelor sau a lamelor din materiale ESR
„Motivul pentru care KnifeSol a fost fondat este acela de a oferi tuturor utilizatorilor de lame din întreaga lume un produs cu adevărat de ultimă generație. De ce suntem mândri să vă spunem asta? Pentru că majoritatea clienților noștri nu știu dacă folosesc sau nu un lame cu material ESR. În mod similar, el nu știe întotdeauna ce avantaje mari are un material ESR (obținut cu o instalație de topire sub zgură de protecție) comparativ cu un material convențional standard (obținut cu un cuptor electric).”
KnifeSol este aici pentru a evidenția această mare diferență care a fost în umbră de mai bine de patruzeci de ani. De ce o facem? Pentru că este misiunea noastră de a oferi clienților noștri doar cel mai bun produs la prețuri competitive.
Este recunoscut în întreaga lume că folosirea materialelor ESR în orice utilizare oferă instrumentului o durată de viață mult mai lungă, în comparație cu utilizarea o lama obținut cu materiale convenționale. Pentru lamele folosite la tăierea metalelor, vorbind în termeni procentuali, putem spune, fără teamă, că o lama realizat cu material ESR 1.2344 durează cu cel puțin 40% mai mult decât un material convențional (standard) 1.2344. Se poate observa o diferență vizibilă atunci când luați în considerare cât de mult cheltuiți pe un set de lame standard, care, de fapt, au o durată de viață înjumătățită, comparativ un set de lame ESR.
Mai jos, pentru comoditatea dvs., dorim să vă explicăm exact de ce o lama ESR este mai bun. Rețineți că suntem primul furnizor de lame din lume care a publicat acest lucru, la sfârșitul lecturii întrebați-vă de ce.
Luând de exemplu materialul H13 (Wst. Nr. 1.2344), este vândut în mod normal cu următoarele valori de analiză chimică:
|
C |
Si |
Mn |
Cr |
Mo |
V |
|
0.40 |
1 |
0.4 |
5.3 |
1.4 |
1 |
De obicei, atunci când cumpărați lame din material Wst Nr. 1.2344 / AISI H13, furnizorul de lame nu vă oferă un certificat complet al materialului, care indică și procesul de topire. Trebuie să știți că, este aproape sigur faptul că se utilizează un material convențional (nu ESR), considerat învechit pentru noi, deoarece are toate dezavantajele pe care le veți înțelege pe măsură ce continuați să citiți.
Vă rugăm să luați în considerare ca pentru materialul Wst. Nr. 1.2344 / AISI H13 analiza chimică completă are doar următoarele două variante de compoziții chimice:
1.2344 / H13 (produs cu topire convențională)
|
C |
Si |
Mn |
P |
S |
Cr |
Mo |
V |
|
0.32-0.45 |
0.8-1.2 |
0.20-0.50 |
≤ |
≤ |
4.75-5.50 |
1.10-1.75 |
0.8-1.2 |
sau
1.2344 ESR / H13-ESR (produs retopit cu procedeul Electro Slag Remelting)
|
C |
Si |
Mn |
P |
S |
Cr |
Mo |
V |
|
0.32-0.45 |
0.8-1.2 |
0.20-0.50 |
< |
< |
4.75-5.50 |
1.10-1.75 |
0.8- |
Prima întrebare de pus este de ce majoritatea furnizorilor nu vă spun niciodată despre cele două elemente S (Sulf) și P (Fosfor), aceste două elemente sunt întotdeauna prezente în toate oțelurile de scule. Unii ar putea crede că pentru valoarea lor mică sunt irelevante, deci putem spune că oricine crede asta trebuie să știe că această considerație pripită este greșită și că cel mai probabil folosiți încă o lama care nu este într-adevăr în cele mai bune condiții pe care le-ați putea avea. Acest lucru va afecta creșterea costurilor de întreținere a lamelor și va reduce durata de viață a lamei.
“Mai jos vrem să vă explicăm de ce toate elementele unei analize chimice sunt fundamentale pentru viața lamei”
Carbon – C
Pentru majoritatea oțelurilor de scule, acesta este cel mai important element și cel care are mai mult decât oricare altul cea mai mare influență asupra caracteristicilor oțelului pentru unelte. Pe măsură ce conținutul de carbon crește, durabilitatea și rezistența la uzură cresc, în timp ce alungirea, deformabilitatea și prelucrabilitatea scad.
Siliciu –Si
Favorizează separarea grafitului, și restrânge zona fazei γ și crește rezistența mecanică.
Mangan – Mn
Manganul este un deoxidant. Acesta leagă sulful sub formă de sulfuri de mangan și, prin urmare, reduce influența sulfurilor de fier, reducând pericolul de fragilitate. Crește atât punctul de randament, cât și rezistența. Oferă o bună rezistență la frig pentru solicitări de temperatură scăzută.
Fosfor – P
Este considerat dăunător oțelului de scule, rezultând segregări primare puternice în timpul solidificării topiturii și posibilitatea unor segregări secundare în stare solidă. Aceste segregări pot fi stabilizate numai cu dificultate. Deoarece este dificil să se obțină o distribuție omogenă a fosforului, este obligatoriu să se mențină conținutul foarte scăzut. Chiar și la niveluri minime, fragilitatea crește. Fragilitatea fosforului crește odată cu creșterea conținutului de carbon, cu creșterea mărimii bobului și cu reducerea raportului de deformare la forjare, fragilitate la rece și sensibilă la stresul de impact (tendință de rupere fragilă) .
Sulf – S
Dintre toate elementele din oțel, acesta este cel care determină cele mai mari segregări, deoarece sulfurile de fier înconjoară boabele reducându-se legătura, favorizând ruperea intercristalină în timpul deformării la cald. Reduce rezistența.
Crom – Cr
Cromul este un element care formează carburi. Carburile sale măresc reținerea muchiei de tăiere și rezistența la uzură. Cromul crește rezistența la oxidare, deoarece rezistența la coroziune necesită un conținut minim de aproximativ 13%, care trebuie solubilizat în matrice. Reduce conductivitatea termică, conductivitatea electrică și expansiunea termică. Cromul face oțelul potrivit pentru stingerea în ulei și aer.
Molibden – Mo
Molibdenul este în general legat de alte elemente. Molibdenul reduce foarte mult fragilitatea călirii și favorizează formarea bobului fin. Molibdenul crește punctul de producție și rezistența și este un puternic formator de carburi, îmbunătățind caracteristicile de tăiere ale lamelor. Face parte din elementele care cresc rezistența la coroziune. Molibdenul formează aceeași carbură dublă cu fierul și carbonul de tungsten, dar are jumătate din greutatea atomică a tungstenului. În consecință, molibdenul poate fi adăugat în locul tungstenului pe baza a aproximativ o parte a molibdenului, în greutate, pentru două părți de tungsten.
Vanadiu – V
Vanadiul face ca boabele primare să fie mai fine și sunt un formator puternic de carburi, cu o creștere consecventă a rezistenței la uzură, a sensibilității reduse la supraîncălzire și ramane ascuţit. Datorită formării de carburi reduce duritatea materialului.
În plus față de noțiunile scrise mai sus, materialul retopit ESR aduce următoarele îmbunătățiri pe care un material topit convențional nu le poate realiza niciodată:
✓ Puritate ridicată
✓ Omogenitate ridicată
✓ Izotropie ridicată
✓ Rezistenţă ridicată, de asemenea, intercristalină
✓ Rezistenţa mecanică ridicată, inclusiv intercristalină
„Prin urmare, KnifeSol a decis să furnizeze clienților săi lame, produse cu materiale ESR”
Cum funcționează o instalație ESR și cum este capabilă să furnizeze materiale de înaltă performanță?
Instalația ESR (Electro Slag Remelting) este utilizată pentru producerea de oțeluri de scule speciale.
Materialul de pornire utilizat pentru retopire este un lingou de oțel obținut din procesul de topire convențional. Este utilizat ca electrod consumabil și are deja compoziția chimică a materialului dorit. Pentru a simplifica explicația procesului de rafinare, consultați reprezentarea instalației ESR de mai jos.

Căldura necesară pentru retopire este produsă de trecerea curentului electric (AC) între electrod (încărcat negativ) și placa de pornire (încărcată pozitiv), situată în partea de jos a matriței de cupru. În esență, abordarea electrodului lângă placa de pornire crează un scurtcircuit generând astfel un arc electric care eliberează o căldură puternică. Căldura produsă de arcul electric atinge temperaturi ridicate între 1800 și 2000 ° C, în baia de zgură lichidă topită. Electrodul scufundat în el începe să se topească sub formă de picături care, trecând prin baia de zgură, reacționează eliminând orice impuritate (oxigen, sulf, fosfor și alte elemente nedorite). Oțelul lichid începe să atingă fundul plăcii de lovire și începe să se solidifice grație matriței de cupru răcite. Electrodul continuă să se topească, creând noul material de lingou retopit.
Care sunt diferențele substanțiale ale materialului după solidificare între un lingou produs prin procesul convențional de topire și un lingou retopit cu procesul ESR?
Cu procesele tradiționale de topire, lunga perioadă de solidificare a lingoului provoacă segregări, incluziuni distribuite neuniform și, în cele din urmă, unele anomalii ale structurii în acele puncte în care oțelul lichid nu mai poate curge în timpul solidificării.
Cu toate acestea, în lingoul ESR, se generează întotdeauna doar o cantitate mică de oțel lichid, astfel încât fluxul de căldură și cristalizarea să se producă constant.
Materialul crește liber și aproape paralel cu axa longitudinală naturală a lingoului. Lingoul obținut în urma acestui proces de topire / rafinare este foarte omogen și nu prezintă defecte interne. Segregarea lingoului (numită macro-segregare) este substanțial eliminată, iar segregările interne (numite micro-segregări) sunt semnificativ reduse.
Flux de procesare simplificat al producției de lame în material 1.2344 ESR ( H13-ESR):

Flux de procesare simplificat al producției de lame în material 1.2344 (H13 standard):

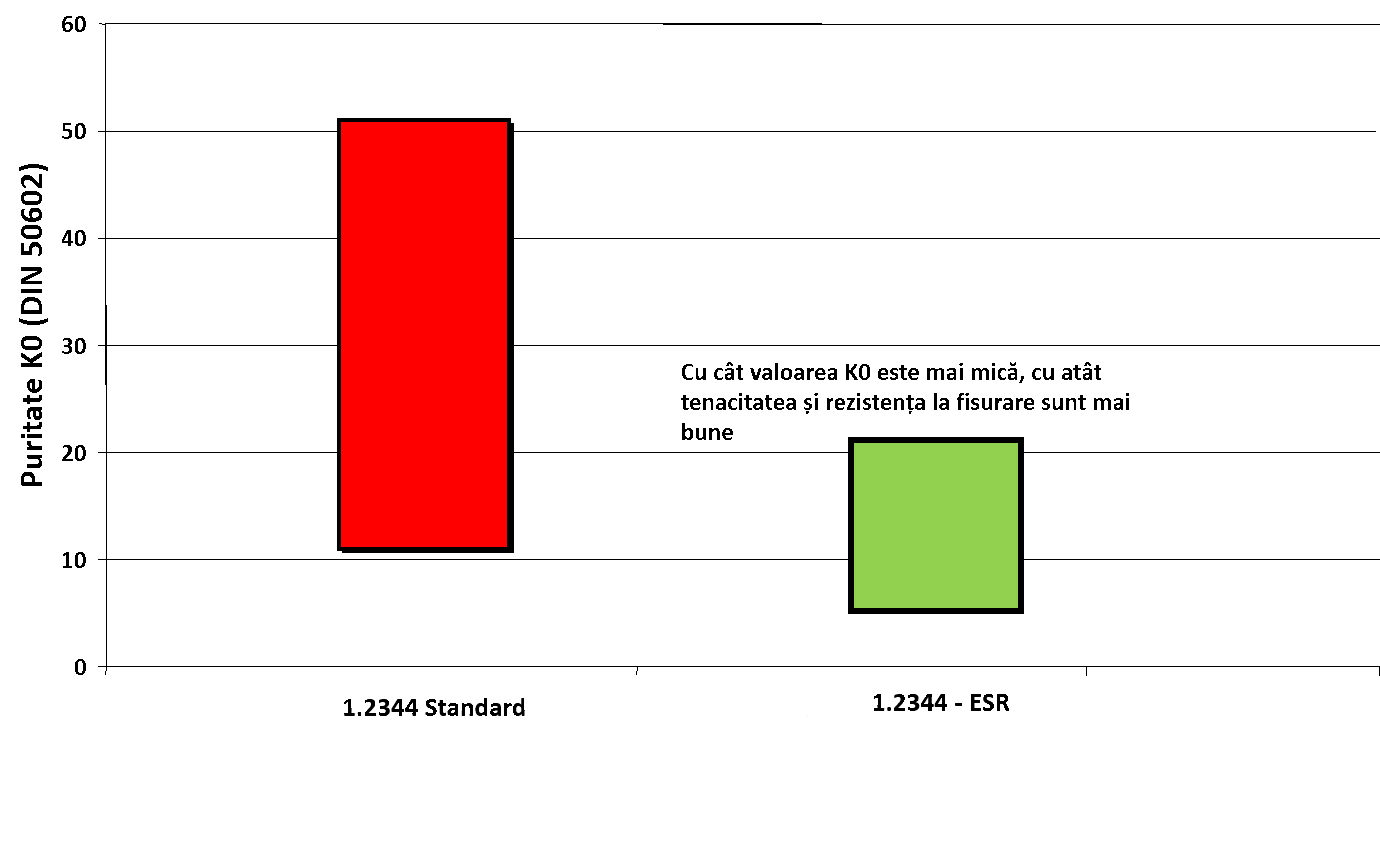
Puritatea oțelului / comparație 1.2344 standard vs. 1.2344-ESR:
Microstructura materialelor 1.2344 recoapte:


Micro omogenitatea materialelor 1.2344:


Influența proceselor de producție asupra rezistenței la uzură și tenacitate:

Acesta este motivul pentru care procesul de re-topire ESR este recunoscut ca fiind procesul de fabricație preferat pentru fabricarea materialelor performante care trebuie să reziste la solicitări ridicate
Întrebarea finală pentru dumneavoastră:
“Știind toate cele de mai sus, ați prefera totuși să folosiți o lama standard convențional sau o lama ESR?”